












 Global PCB Connections: Rigid-flex and Flexible PCBs—The Backbone of Modern Electronics
Global PCB Connections: Rigid-flex and Flexible PCBs—The Backbone of Modern Electronics Flexible Thinking: The Key to a Successful Flex Circuit Design Transfer
Flexible Thinking: The Key to a Successful Flex Circuit Design Transfer Happy’s Tech Talk #29: Bend-to-Install Semi-flex FR-4
Happy’s Tech Talk #29: Bend-to-Install Semi-flex FR-4





The GraftWorx Fluid Management Patch Story
May 31, 2019 | Anthony Flannery, GraftWorxEstimated reading time: 4 minutes
The GraftWorx vision is to connect patients to clinicians with clinical data that will have a meaningful impact on their care. Our first application is to monitor patients with end-stage renal disease (ESRD) or kidney failure using a wearable device called the SmartPatch that records numerous clinical cardiovascular metrics. The SmartPatch communicates via BLE 4.2 to a medical grade data relay that transmits the data compliant with PHI and HIPAA over a cellular network into our secure cloud. The entire system works seamlessly without any intervention by either party to put real-time, clinical data where it can be integrated into care management pathways to reduce the incidence of hospitalizations and improve the quality of care for patients with chronic conditions.
Our solution architecture is focused on the design of a comfortable, sophisticated, ultralow power device that a patient can wear for a week in a “forgettable” manner—quite a challenge! Working with the right electronics vendor as a partner to build our first clinical devices has been critical to the successful execution along our product development timeline. We evaluated a long list of potential partners before choosing Lenthor Engineering in Milpitas, California, as our fabrication partner.
On a technical level, the device itself was challenging to create. First were the requirements on the board itself. Because comfort is so important for our wearable product, we wanted to minimize the rigid areas required for bonding electronics and maximize flexibility in other regions. We also wanted to avoid the complexity and extra cost of a rigid-flex solution. To meet these needs, we partnered with Lenthor to spec out and develop a rigidized flex solution that used thicker blank cores within the 4-layer region of the populated “islands” of the board. The tether region was an extremely flexible thin 2-layer region with minimal coverlay. The flexible inner two layers ran contiguously across the board, connecting the rigidized islands without changing materials (Figure 1).
Figure 1: Cross-section of layers in the customized PCB process for the GraftWorx wearable. The blank cores provided sufficient rigidity to meet reliability requirements while the thinner tether regions were extremely light and flexible, enabling maximum comfort for the patient.
Armed with a solid solution for the flex board, the next challenge involved assembly and sensors. One thing almost all wearables have in common is the need for some form of sensor interface to the real world. The GraftWorx device measures hemoglobin, SpO2, heart rate, temperature, and volumetric flow with a powerful fusion of 11 sensor data streams. Unfortunately, because of this interface, sensors typically have some form of vulnerability beyond standard ICs. Our MEMS accelerometer can be damaged by excessive shock from a pick-and-place machine. The microphone has a port open to atmosphere, which exposes the delicate internal diaphragm. It can be damaged by particles, fluid, and excessive percussive pressure changes. The optical sensors have transparent windows that can be damaged by aggressive mechanical handling.
Solutions in a high-volume assembly process can be found in the application notes from the component manufacturers and have been developed from experience with other products, such as smartphones. These can include adjustments to a standard assembly process, such as tip material choice, pick-and-place parameters, use of a no-clean flux, and reflow profile. Because each type of sensor can have different sensitivities, all must be reviewed to determine if they can be accommodated in a single pass with regular ICs, or if they are going to require an additional custom pass. Without a willingness to review what may be novel requirements for assembly and adjust and requalify a standard process, sensor components will be damaged, and yields will suffer.
Once fully assembled, we had a challenge with our battery. Our wearable is a single-use device. To achieve an acceptable lifetime, we engineered a very efficient power management scheme with hardware and firmware that can achieve a quiescent current of 50nA as well as respond to outside stimuli by waking up and performing tasks. The boards had to be tested and programmed with this power management firmware before solder attach of the primary cell, or the battery would start to power the circuit. In sufficiently high volume and with a mature code base, we could have had our firmware image pre-loaded into our microcontroller, but for this stage, the lead time and cost were not supportable. Neither did we have a production worthy pogo or bed-of-nails fixture to test and program the board. Lenthor’s flexibility enabled the GraftWorx engineers time to test and program the assembled boards in their facility with a prototype fixture and system just before the final battery attach.
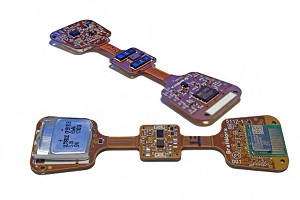
Figure 2: Final electronics assembly for molding into the GraftWorx SmartPatch.
The resulting electronics assembly shown met all of the requirements wonderfully (Figure 2). The tethers were flexible enough that they added no significant stiffness to the Smart-Patch. Spatial packing of the electronics was very efficient. Asymmetric through holes were designed into the edges of the board to facilitate mounting in a pogo pin test fixture. The electronics are a completely self-contained remote monitoring platform. Once encapsulated, there are no physical connections with the outside world. All functions, including testing, data telemetry, status monitoring, parameter updates, and over-the-air-programming (OTAP), are done wirelessly.
As a cash-strapped startup, it was important to manage some of the risks during development. There is always a tradeoff between the efficiency and cost per unit of a large batch run and the risk of committing those resources to a design that had yet to be verified. Before running the first lot at Lenthor on the customized platform, a small quantity was run through a standard, quick-turn process on FR-4. Being completely rigid, these units were not suitable to be molded and placed on a patient’s arm, but running a relatively inexpensive, quickturn version let us debug the schematic and layout.
To read the full article, which appeared in the April 2019 issue of Flex007 Magazine, click here.
Share on:




Testimonial
"Our marketing partnership with I-Connect007 is already delivering. Just a day after our press release went live, we received a direct inquiry about our updated products!"
Rachael Temple - AlltematedSuggested Items
Indium Corporation Earns Mexico Technology Award for New Halogen-Free Flux-Cored Wire
09/18/2025 | Indium CorporationIndium Corporation recently earned a Mexico Technology Award for its new high-reliability, halide- and halogen-free flux-cored wire, CW-807RS, which improves wetting speeds and cycle times for electronics assembly and robot soldering applications.
MacDermid Alpha Showcases Advanced Interconnect Solutions at PCIM Asia 2025
09/18/2025 | MacDermid Alpha Electronics SolutionsMacDermid Alpha Electronic Solutions, a global leader in materials for power electronics and semiconductor assembly, will showcase its latest interconnect innovations in electronic interconnect materials at PCIM Asia 2025, held from September 24 to 26 at the Shanghai New International Expo Centre, Booth N5-E30
Breakthrough in Non-Contact Solder Removal Earns Kurtz Ersa 2025 Mexico Technology Award at SMTA Guadalajara
09/18/2025 | Kurtz Ersa Inc.Kurtz Ersa Inc., a leading supplier of electronics production equipment, is proud to announce that it has been awarded a 2025 Mexico Technology Award in the category of Rework & Repair for its HR 600P Automatic Rework System.
Knocking Down the Bone Pile: Best Practices for Electronic Component Salvaging
09/17/2025 | Nash Bell -- Column: Knocking Down the Bone PileElectronic component salvaging is the practice of recovering high-value devices from PCBs taken from obsolete or superseded electronic products. These components can be reused in new assemblies, reducing dependence on newly purchased parts that may be costly or subject to long lead times.
Koh Young, Fuji, and Kurtz ERSA Drive Smart Manufacturing Solutions for EV and Automotive Electronics at Kunshan, China Technical Seminar
09/11/2025 | Koh YoungKoh Young Technology, the global leader in True 3D measurement-based inspection solutions, partnered with Fuji Corporation and Kurtz ERSA to host an exclusive technical seminar for leading automotive manufacturers in East China. Held on September 4 at Fuji’s factory in Kunshan, the event gathered participants representing over 35 companies.