















 Learning With Leo: Soldering—The Interpretation Problem
Learning With Leo: Soldering—The Interpretation Problem Standard of Excellence: The Future of Fabrication—From Art to Automation
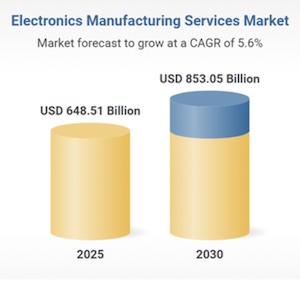
Standard of Excellence: The Future of Fabrication—From Art to Automation Knocking Down the Bone Pile: The Business Case for Component Reclamation
Knocking Down the Bone Pile: The Business Case for Component Reclamation





Major Types of Fluxes
In the previous columns (March through May 2000), I discussed functions and general classification of fluxes. In this column, I will focus on each major flux type. My next column will discuss no-clean flux.
Inorganic Fluxes
Inorganic fluxes are highly corrosive, and are comprised of inorganic acids and salts such as hydrochloric acid, hydrofluoric acid, stannous chloride, sodium or potassium fluoride, and zinc chloride. These fluxes are capable of removing oxide films of ferrous and nonferrous metals such as stainless steel, Kovar and nickel irons, which cannot be soldered with weaker fluxes.
Inorganic fluxes generally are used for nonelectronics applications such as the brazing of copper pipes. They are, however, sometimes used for lead-tinning applications in the electronics industry. Inorganic fluxes should not even be considered for electronics assemblies (conventional or surface mount) because of potential reliability problems. Their major disadvantage is that they leave chemically active residues than can cause corrosion and serious field failures.
Organic Acid Fluxes
Organic acid (OA) fluxes are stronger than rosin fluxes but weaker than inorganic fluxes. They provide a good balance between flux activity and cleanability, especially if their solids content is low (1 to 5 percent). These fluxes contain polar ions that are easily removed by a polar solvent such as water. Because of their solubility in water, OA fluxes are environmentally desirable, although the use of no-clean flux may be environmentally more desirable. Because fluxes of this type are not covered by government specifications, their chemical content is controlled by suppliers. OA fluxes are available with or without the use of halides as activators.
OA fluxes have generally been shunned even for conventional assemblies because of the term "acid" flux. As indicated previously, however, even the so-called noncorrosive rosin fluxes contain halides that will cause corrosion if not properly removed.
OA flux use may be justified for mixed assemblies (Type II and III) for both military and commercial applications. It is incorrectly believed that a change from OA to rosin-based fluxes (RA and RMA) is mandatory when wave soldering Type II and III surface mount assembly (SMA) boards.
Contrary to popular belief, OA fluxes also have been used successfully on military programs. Other leading companies in the commercial, industrial and telecommunications sectors use OA fluxes to wave solder surface mount chip components glued to the bottom of the board. OA fluxes have been found to meet both military and commercial requirements for cleanliness.
OA flux materials have served successfully as flux coatings for the solder doughnut used in the reflow soldering of leaded through-hole components. Even after going through the reflow soldering operation, they are easy to clean with water. Now, water-soluble solder pastes are widely used. In the past, they were not as tacky as rosin-based fluxes, but the tackiness problem was solved long ago. Because of environmental concerns associated with the cleaning of rosin-based pastes with chlorofluorocarbons (CFC), water-soluble pastes have become even more prevalent for applications that require cleaning or in applications where one has yield problems with low-residue or no-clean pastes and fluxes.
Rosin Fluxes
Rosin or colophony is a natural product that is extracted from the stumps or bark of pine trees. The composition of rosin varies from batch to batch, but a general formula is C19H29COOH. It consists mainly of abietic acid (70 to 85 percent, depending on the source) with 10 to 15 percent pimaric acids. Rosins contain several percent of unsaponifiable hydrocarbons; for rosin flux removal, saponifiers (a form of alkaline chemical to make the water soapy) must be added.
Rosin flux is composed primarily of natural resin extracted from the oleoresin of pine trees and refined. Rosin fluxes are inactive at room temperatures but become active when heated to soldering temperatures. They are naturally acidic (165 to 170 mg KOH per g equivalent). They are soluble in a variety of solvents but not water. This is the reason for using solvents, semiaqueous solvents or water with saponifiers to remove them.
The melting point of rosin is 172° to 175°C (342° to 347°F), or just below the melting point of solder (183°C). A desirable flux should melt and become active slightly below the soldering temperature. A flux is not effective if it decomposes at soldering temperatures, however. This means that synthetic fluxes can be used at higher temperatures than rosin fluxes, because the former decompose at higher temperatures. In general, rosin fluxes are weak, and to improve their activity (fluxing action), the use of halide activators is required.
The general formula for oxide removal by rosin is:RCO2H + MX = RCO2M + HX where RCO2H is rosin in the flux (C19H29COOH mentioned earlier) M = Sn, Pb or CuX = oxide, hydroxide or carbonate
As mentioned earlier, rosin fluxes are also referred to as rosin (R), rosin mildly activated (RMA) and rosin activated (RA). The various categories of rosin fluxes differ in the concentration of the activators (halide, organic acids, amino acids, etc.). R and RMA types are generally noncorrosive, hence safe. R and RMA fluxes are not even cleaned in some applications even though they are not classified as no-clean. However, without cleaning, assembly reliability may be compromised because the sticky rosin can attract dust and harmful contaminants in the field during service.
The fluxes described here require cleaning. To get away from cleaning, many companies have shifted to no-clean flux.
This column was adapted from Chapter 13 of Ray Prasad's 1997 textbook, Surface Mount Technology: Principles and Practice.



