















 Global Sourcing Spotlight: Making Global Sourcing Simple Again
Global Sourcing Spotlight: Making Global Sourcing Simple Again The Government Circuit: New Council Now Helps Shape Policy Decisions in the Electronics Supply Chain
The Government Circuit: New Council Now Helps Shape Policy Decisions in the Electronics Supply Chain Learning With Leo: Soldering—The Interpretation Problem
Learning With Leo: Soldering—The Interpretation Problem





Industry standards such as J-STD-005 and JIS Z 3284-1994 call for the use of viscosity measurement(s) as a quality assurance test method for solder paste. Almost all solder paste produced and sold use a viscosity range at a single shear rate as part of the pass-fail criteria for shipment and customer acceptance respectively.
As had been reported many times, an estimated 80% of the defects associated with the surface mount technology process involve defects created during the printing process. Viscosity at a single shear rate could predict a fatal flaw in the printability of a solder paste sample. However, false positive single shear rate viscosity readings are not unknown.
Intuitively, solder paste is subjected to several shear rates during the printing process. A squeegee forcing paste into an aperture may be the highest, and most critical strain rate applied to solder paste during the process. Separation of the stencil from the printed circuit card may be the second most important. Paste interaction with the squeegee is also a critical step for a high yield process. Very low shear force behavior may be an indicator of the potential for slumping. Using a cone and plate fixture on a variable speed rheometer, this study will examine the correlation between rheology and print volume and print volume repeatability of the pastes. The goal is to determine if a specific set of viscosity vs. shear strain rate curves can predict the defect rate of a solder paste, and possibly create a more accurate prediction of the solder pastes value in use to users. The expectation is that this work will lead to a rich sequence of further valuable studies.
Introduction
Being able to predict the transfer efficiency and print volume reproducibility of solder paste are valuable data points for any circuit assembly process. Knowing how many good boards that can be expected from a jar of solder paste is critical for a contract manufacturer working on paper thin margins. Tier 1 automotive suppliers who in most cases, cannot re-work defective assemblies, pay dearly for defects. Defective assemblies must be discarded, and production lines are stopped until the root cause of the defect is determined and corrected.
Commercially available solder pastes use an upper and lower limit for viscosity. Generally, this viscosity is measured at one shear rate, typically the shear associated with a spiral viscometer rotating at 10 revolutions per minute (RPM). If the powder contained in solder paste is dissolved by the acid activator in the solder paste flux, the viscosity of the solder paste will quickly increase. If the viscosity increases more than 20 to 30% above the upper limit of the specification, poor printing results will be highly likely. The solder paste will not roll evenly over the stencil and apertures in the stencil will remain unfilled, causing skips in the paste printing pattern.
The purpose of the study was to determine if there is a correlation between print yields and rheology. The ultimate goal would be to use rheological measurements to better predict the print volume and print volume repeatability of any sample of solder paste.
Another benefit of this test method is the reduction in wasted solder paste. Using a spiral viscometer requires an entire 500-g jar of paste. Because of the lengthy exposure to relatively high shear, this 500-g sample is no longer suitable for use in an assembly process. Only a very few grams of solder paste are used in the cone and plate rheology measurement.
This study was limited to one no-clean paste flux, SAC 305 lead-free powder and three particle size distributions. It should be noted that water soluble solder paste also can increase in viscosity and become unprintable due to the same mechanism. In fact, water soluble pastes may tend to do this more quickly when exposed to elevated temperatures. They also can increase in viscosity in the presence of very low humidity. Evaluating water soluble paste behavior is beyond the scope of this study.
Experimental Conditions
Three solder pastes were manufactured for the experiment using commercial scale equipment. There have been multiple examples of lab size solder paste batches showing differing rheological properties versus commercial scale batches. In this experiment the same batch of flux was used to make all three pastes.
Figure 1: Viscosity (Y axis) vs. viscometer rotational velocity (RPM X Axis).
Note that using a given lot of paste flux, varying the particle size distribution at a fixed metal loading will lead to different viscosity results. A Type 3 powder at 89% metal loading will have a lower viscosity than a Type 4 powder at the same metal loading. These differences in viscosity are more pronounced at lower shear rates. Figure 1 shows one lot of flux with two PSDs of SAC 305 powder at one metal loading.
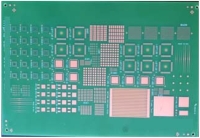
Figure 2: Print volume test vehicle.
The three pastes were also subjected to a standard print volume and print volume repeatability evaluation. A standard test vehicle was used (Figure 2), using an uncoated .004 in. (100μ) thick, laser cut stainless steel stencil. Print volumes were measured using a Koh Young Aspire solder paste inspection (SPI) device. These measurements were then exported to Minitab statistical analysis software program and process capability was reported.
RHEOLOGY MEASUREMENT
Cone and Plate Rheometer
A Malvern Kinexus rheometer fitted with a cone and plate probe was used to measure rheology. The device among many other things, is capable of creating a continuum of shear rates, while measuring the viscosity of the solder paste at each shear rate. Figure 3 is a photo of the device.
Figure 3: Cone and plate rheometer.
Figure 4 is a close up of the cone and plate mechanism. Because of the heat that is developed from the friction of the solder paste trapped between the cone and plate, a cooling unit is connected to the base plate. A water bath maintained at 25°C is adjacent to the device, and a continuous stream of 25°C water flows under the bottom plate, maintaining an isothermal condition for the viscosity measurement.
Page 1 of 2



