














 Global Citizenship: Together for a Perfect PCB Solution
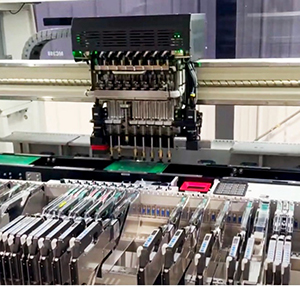
Global Citizenship: Together for a Perfect PCB Solution Smart Automation: Odd-form Assembly—Dedicated Insertion Equipment Matters
Smart Automation: Odd-form Assembly—Dedicated Insertion Equipment Matters Nolan’s Notes: Everyone Has Their Eye on India
Nolan’s Notes: Everyone Has Their Eye on India





Mirtec Succeeding Through Inspection Innovation
December 20, 2017 | Pete Starkey, I-Connect007Estimated reading time: 13 minutes
Bennett: There is virtually no platform that we won't be able to speak to. Competitors, whatever our customer wants. I mean, sometimes they'll want our AOI, somebody else’s SPI, or our SPI and somebody else’s AOI. And sometimes, it's all of our equipment by three different manufacturers' placement machines, or whatever. It doesn't matter. It is, literally, a handshake translation system, and it's very slick; it dots all the I’s, and crosses all the T’s.
Now, your original question was, "What do you do with the data?" Well, that really is down to, what does the customer want to do with the data? We have tools already that are like taking a pulse. We can monitor every placement and every piece of inspection from the start to the end of a production line in real time. Now, what that does for our customers is it means that there's no such lag as you would get, typically, with a SPC meeting on Monday as to what went wrong last Tuesday. It's a little bit after the fact, and you might not build that board for three months. So what's the point, even?
What we're offering is dynamic process control with your finger on the pulse, so that the feedback is instantaneous. The corrective action is instantaneous. So it's all very well sat a week later, saying, "Well, the next time we build that board, we’ve got to do it better, because we weren't very good here." You need to know that before it's become a problem. So those tools exist within our existing software, and also, Internet 4.0, that's the key element of it. That whole line is talking to itself, and all the various parts saying, "We're doing great," or, "We're starting to struggle here."
Then the inspection technologies can go back to, whether it be the pace machine or the placement machine and say, "You're drifting." Not when it's a major issue, but when it's starting to show. We can see the trend building. So we can go back and say, "Focus there, because this is going to go out of control in the next so many hundred placements," or whatever. So they've got time to go back and correct it.
So how the customer deals with that? He might want to put it into his own MES. He might just want to use our platform. He might want to use one of the placement company's platforms that we’ve connected to him. Doesn't matter. That's what we're giving. A completely open menu to say, "Do it however you would like." No blind spots. No rules, "You must do it this way." You can do it however suits you as a company. Because most of the big guys, which tend to be our customers, have their own internal MES systems, and everything else. What they want is to be able to take all the line information in real time and run it through there.
We say you can do anything you want. You could sit in Mexico and run 50 plants around the world, and never have even seen them before. Or you can be sat at home, and you have it come on your phone if one of your lines in Asia is starting to go out of control. But the fact is, we've already told the staff this. So they're working on it by the time you're getting the message, because it's dynamic.
Starkey: I think particularly the word “dynamic,” backed with the explanation that you've just given us, paints the picture.
Bennett: I used to often sit in on SPC meetings, and still do, where customers were trying to correct and improve their processes. And when they asked my opinion, I said, "Guys, why are you doing this?" And they'd say, "Well, we’ve got to be better and have got to control the process." I said, "When are you going to build the board again?" "Oh, I don't know, three months," or whatever. I'm like, "Will you remember any of this?"
Also, what caused the issue that they're now focusing on in this meeting may never arise again. But it's almost impossible to cure it if you don't know why it arose. It could be something as basic as a feeder which wasn't put in properly, or was on the wrong pitch, or a bit of paste went up a nozzle, or the nozzle was worn. That's not going to be relevant in three months’ time. So when did you need to fix that? Dynamically, when it was happening.
Starkey: Exactly. But all of that, not necessarily the primary data, but all of that process control information, is that all logged and recorded so that at any time you can refer back?
Bennett: Yes. We work with a lot of the automotive manufacturers, and they have to keep their information forever, basically. So they will have their internal systems of where they want it to go, and they will be able to choose from the menus from all of the different manufacturing partners that they've got, "This is what I need for my placement machine. This is what I need for my refill. This is what I need for my AOI," etc.
Starkey: They tell you what they need, and you just can supply it.
Bennett: We can even say, "When do you want it? Do you want to know every second in production? Do you want to know every five minutes? Every day? End of the day?" So they have absolute control in what they're going to hear, when they're going to hear, where they're going to hear, and who gets it. Because the quality manager might say, "I don't need to know every time a feeder needs to be changed," but his staff does. It's no good changing a feeder when it’s run out if you're trying to get good utilization on a production line. You don't wait until the machine suddenly stops because the feeder's run out. You need to be told way ahead of time so materials can get it ready, stick it on a cart, come across, and turn the process from a full stop to a pit stop. Where you're ready, everything you need is there.
So you take out the old feeders, put in the new ones, fire the machine up, and away you go again. All you need to do there is have your process control also logging your material usage, which was around 20 years ago. So the tools are there.
Starkey: David, I'm glad I asked the question. You've given such a broad and comprehensive answer. You put some reality and some dimensions on it.
Bennett: You got me going on something I'm passionate about.
Starkey: That's clear. I think you need to be passionate in this sort of environment.
Bennett: In all honesty, I think there should've been at least another three years of academic research into what they were going to do with all this information before any of the equipment companies did anything.
Starkey: People aren't prepared to wait that long.
Bennett: No. Every question we get is, "What are you doing about Industry 4.0?" And we just say, "We click into anything." And that's what they want to hear. I'm not telling them they've got to go and buy a certain type of reflow oven, or whatever. I'm just saying I'll speak to anything.
For us, that is the strategy. Instead of us trying to sell an idea to a customer, let him buy what he wants. That's our view.
Starkey: David, thanks very much indeed for your time.
Bennett: Absolute pleasure.
Page 2 of 2Share on:




Testimonial
"In a year when every marketing dollar mattered, I chose to keep I-Connect007 in our 2025 plan. Their commitment to high-quality, insightful content aligns with Koh Young’s values and helps readers navigate a changing industry. "
Brent Fischthal - Koh YoungSuggested Items
United Electronics Corporation Unveils Revolutionary CIMS Galaxy 30 Automated Optical Inspection System
09/11/2025 | United Electronics CorporationUnited Electronics Corporation (UEC) today announced the launch of its new groundbreaking CIMS Galaxy 30 Automated Optical Inspection (AOI) machine, setting a new industry standard for precision electronics manufacturing quality control. The Galaxy 30, developed and manufactured by CIMS, represents a significant leap forward in inspection technology, delivering exceptional speed improvements and introducing cutting-edge artificial intelligence capabilities.
Machvision Leads Shift to Automated Inline Final Inspection, AOI in North America
09/10/2025 | Ralph Jacobo, all4-PCBSchweitzer Engineering Laboratories (SEL) chose Machvision inspection equipment due to its capabilities and versatility. Machvision of Taiwan offers circuit inspection, hole inspection and measurement, IC Substrate and HDI inspection, and final visual inspection solutions. The best fit for SEL was the 4.0Pro Circuit Inspection for inner and outer layers, and the AFI6 for final visual inspection of finished panels.
ViTrox Unveils Smart 3D AOI Solutions, Pioneering Dual-Sided Inspection and Robotic Vision Solutions for Back-end Assembly Processes
08/04/2025 | ViTroxViTrox, which strives to be the World’s Most Trusted Technology Company, proudly announces the launch of its new-generation innovations in Automated Optical Inspection (AOI) technology for back-end assembly processes.
TRI Unveils New Platform for Diverse Board Sizes
07/14/2025 | TRITest Research, Inc. (TRI), the leading test and inspection systems provider for the electronics manufacturing industry, proudly introduces a new size configuration for SPI and AOI Models.
Smarter Machines Use AOI to Transform PCB Inspections
06/30/2025 | Marcy LaRont, PCB007 MagazineAs automated optical inspection (AOI) evolves from traditional end-of-process inspections to proactive, in-line solutions, the integration of AI and machine learning is revolutionizing defect reduction and enhancing yields, marking a pivotal shift in how quality is managed in manufacturing.