













 Defense Speak Interpreted: Is There Still a CHIPS Act?
Defense Speak Interpreted: Is There Still a CHIPS Act? Beyond the Board: Empowering the Next Generation of Tech Innovators in Electronics
Beyond the Board: Empowering the Next Generation of Tech Innovators in Electronics The Government Circuit: Trump’s Trade War Disrupts the Electronics Ecosystem
The Government Circuit: Trump’s Trade War Disrupts the Electronics Ecosystem





SMT Electrolytic Capacitor Solder Joint Criteria and Integrity Investigation
December 21, 2018 | David Hillman, Rockwell CollinsEstimated reading time: 10 minutes
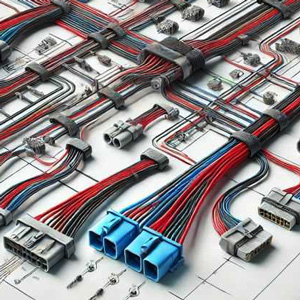
Figure 16: Cross sectional toe view of SMT electrolytic capacitor illustrating ~ 48% T side fillet height.
Discussion
The shear and thermal cycle test results clearly show that the SMT electrolytic capacitor solder joints have adequate solder joint mechanical and thermal fatigue properties. A 40-pound mean value validates that the solder joint is strong, and the metallographic assessment shows excellent wetting of all the solder joint interface regions. The absence of solder joint cracking/failure after 500 thermal cycles demonstrates that the components meet a traditional avionics Electronic Components Management Program (ECMP) minimum requirement of 500 failure free thermal cycles. The metallographic cross-sectional analysis shows that the automated soldering process produces solder joint heel fillets and side joint fillets of approximately 1/2T. The practical limits of visual inspection are leading to inspectors misidentifying the fillet heights as 1/4T. A similar visual inspection problem was found for castellated solder joint fillet geometries on SMT filters [1]. Figure 17 and Figure 18 illustrate how visual inspection can be overly conservative in gauging the solder joint fillet height. The measured solder joint fillet height was 75% and not 50% per the visual audit. Inspection of the SMT electrolytic capacitors is a similar case of a “perceived” solder joint fillet height versus the “achieved” solder joint fillet height. The visual inspection of the solder joint height produced “false negative” response that lead to unnecessary rework of the components. Since the automated reflow soldering process will always produce acceptable solder joint integrity, allowing a solder joint heel and side fillet height requirement of 1/4T would not be a concern. Similarly, manual soldering of the SMT electrolytic capacitors will always produce solder joint heel and side fillet heights exceeding 1/2T due to attributes of the process.
Figure 17: Audited optical inspection solder joint height under 50% fillet height [1].
Figure 18: Measured metallographic cross-sectional solder joint height measured equal to 75% fillet height [1].
Testing showed that a solder joint heel fillet and solder joint side fillet of 1T is not necessary to meet reliability requirements. A minimum requirement of 1/4T would be adequate for both the solder joint heel and side fillet height requirements for the standard soldering processes used for Rockwell Collins products.
Conclusion
The investigation of the SMT electrolytic capacitors was initiated to answer two primary questions:
- Does the existence of a solder joint heel fillet impact the solder joint integrity?
- Does the height of the solder joint side fillet impact the solder joint integrity?
The shear testing, thermal cycle testing and metallographic cross sections results demonstrated that the automated reflow process creates a solder joint with acceptable solder joint integrity. Deficiencies in visual optical inspection are resulting in a "false negative" assessment of the solder joint quality.
It is proposed that the industry Workmanship Standard criteria for SMT electrolytic capacitors be revised to the following criteria:
The minimum solder joint heel fillet and side joint fillet heights for SMT Electrolytic capacitors should be 1/4T.
Acknowledgements
The author would like to thank Coralville Common Process group, for test vehicle assembly and Richie Korneisel, Will Quandt, and Ben Theile, for metallographic cross-section processing, and Ross Wilcoxon for his scathing critique of the manuscript.
References
1. D. Hillman et al, “Solder Joint Workmanship Criteria Investigation for Components with Castellated Solder Joint Configurations”, Rockwell Collins Working Paper, WP12-2001, 2012.
This article was originally published in the proceedings of SMTA International 2017.
Page 3 of 3Share on:




Suggested Items
BEST Inc. Introduces StikNPeel Rework Stencil for Fast, Simple and Reliable Solder Paste Printing
06/02/2025 | BEST Inc.BEST Inc., a leader in electronic component rework services, training, and products is pleased to introduce StikNPeel™ rework stencils. This innovative product is designed for printing solder paste for placement of gull wing devices such as quad flat packs (QFPs) or bottom terminated components.
See TopLine’s Next Gen Braided Solder Column Technology at SPACE TECH EXPO 2025
05/28/2025 | TopLineAerospace and Defense applications in demanding environments have a solution now in TopLine’s Braided Solder Columns, which can withstand the rigors of deep space cold and cryogenic environments.
INEMI Interim Report: Interconnection Modeling and Simulation Results for Low-Temp Materials in First-Level Interconnect
05/30/2025 | iNEMIOne of the greatest challenges of integrating different types of silicon, memory, and other extended processing units (XPUs) in a single package is in attaching these various types of chips in a reliable way.
E-tronix Announces Upcoming Webinar with ELMOTEC: Optimizing Soldering Quality and Efficiency with Robotic Automation
05/30/2025 | E-tronixE-tronix, a Stromberg Company, is excited to host an informative webinar presented by Raphael Luchs, CEO of ELMOTEC, titled "Optimize Soldering Quality and Efficiency with Robotic Automation," taking place on Wednesday, June 4, 2025 at 12:00 PM CDT.
CE3S Launches EcoClaim Solutions to Simplify Recycling and Promote Sustainable Manufacturing
05/29/2025 | CE3SCumberland Electronics Strategic Supply Solutions (CE3S), your strategic sourcing, professional solutions and distribution partner, is proud to announce the official launch of EcoClaim™ Solutions, a comprehensive recycling program designed to make responsible disposal of materials easier, more efficient, and more accessible for manufacturers.