

















 Knocking Down the Bone Pile: Revamp Your Components with BGA Reballing
Knocking Down the Bone Pile: Revamp Your Components with BGA Reballing Global Sourcing Spotlight: Balancing Speed and Flexibility Without Sacrificing Control
Global Sourcing Spotlight: Balancing Speed and Flexibility Without Sacrificing Control SMT Perspectives & Prospects: Artificial Intelligence Part 6: Data Module 1
SMT Perspectives & Prospects: Artificial Intelligence Part 6: Data Module 1





Reliability Assessment of No-clean and Water-soluble Solder Pastes, Part II
May 6, 2015 | Emmanuelle Guéné and Steven Teh, Inventec Performance ChemicalsEstimated reading time: 2 minutes
Note: Part 1 of this article published in the March 2014 issue of SMT Magazine, available here.
Twenty-five years ago, solder paste residues had to be cleaned after reflow due to their corrosive nature: two ways of cleaning were available, either with solvent or by using water, with or without detergent. Now, the assembly world is mainly no-clean: paste formulation is safer in terms of chemical reliability and process costs are reduced without cleaning. However, some applications (i.e., military, aerospace, high-frequency, and semiconductor) require a perfect elimination of the residue after reflow. Several options can achieve this result: a no-clean paste which allows residue to be removed with the most suitable cleaning method, or a paste designed to be cleaned, such as a water-soluble solder paste.
Water-soluble solder pastes generally show great wettability because of their strong activation but they are also known to have shorter stencil life and to be more sensitive to working conditions as temperature and humidity, compared to the no-clean pastes. Additionally, with the components stand-off getting smaller and smaller, washing residues with water only is more and more challenging due to its high surface tension: the addition of detergent becomes often necessary.
The purpose of this article is to highlight the differences between these two families of solder pastes to guide users in their choice. This will be achieved through the comparison of several recent water-soluble and no-clean formulations as far as reliability is concerned. First, the printing quality will be evaluated (viscosity, tack, cold slump, printing speed according to pressure, stencil life, idle time, printing consistency). Next, the reflow properties will be compared (hot slump, solderballing, reflow process window, wetting ability on different finishes).
Finally, the residue cleanability will be assessed. The IPC SIR will be also done to conclude the study. Both standardized tests and production tests will be used to evaluate the performance of these two kinds of solder pastes.
Introduction
Six lead-free pastes were extensively studied, three being water-soluble and three being no-clean. The first part of the study focused on printing performance. The pastes were characterized using standardized tests and internally developed tests: dynamic viscosity, tackiness, slump and solderballing. The influence of accelerated storage at elevated temperature, the influence of time and conditions between printing and reflow and the influence of continuous shear according to time were shown. The printing performances were also evaluated in a printer. Although the number of pastes studied was restricted, the water- soluble pastes generally yielded results below the no-clean pastes with more sensitivity to temperature and humidity, tendency to slump during preheat and narrower printing window. Water- soluble solder pastes must be stored, handled and used with more caution before reflow.
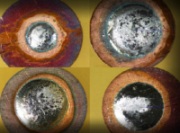
In the second part of the paper, the reflow properties will be compared: wettability, reflow process window, anti-graping properties. Finally the residue cleanability with water, then with water and detergents will be examined. The cleanliness will be assessed using visual inspection, ionic contamination and surface insulation resistance tests.
Editor's Note: This article originally appeared in the April issue of SMT Magazine.
Share on:




Testimonial
"In a year when every marketing dollar mattered, I chose to keep I-Connect007 in our 2025 plan. Their commitment to high-quality, insightful content aligns with Koh Young’s values and helps readers navigate a changing industry. "
Brent Fischthal - Koh YoungSuggested Items
Rehm Wins Mexico Technology Award for CondensoXLine with Formic Acid
10/17/2025 | Rehm Thermal SystemsModern electronics manufacturing requires technologies with high reliability. By using formic acid in convection, condensation, and contact soldering, Rehm Thermal Systems’ equipment ensures reliable, void-free solder joints — even when using flux-free solder pastes.
Indium Experts to Deliver Technical Presentations at SMTA International
10/14/2025 | Indium CorporationAs one of the leading materials providers to the power electronics assembly industry, Indium Corporation experts will share their technical insight on a wide range of innovative solder solutions at SMTA International (SMTAI), to be held October 19-23 in Rosemont, Illinois.
Knocking Down the Bone Pile: Revamp Your Components with BGA Reballing
10/14/2025 | Nash Bell -- Column: Knocking Down the Bone PileBall grid array (BGA) components evolved from pin grid array (PGA) devices, carrying over many of the same electrical benefits while introducing a more compact and efficient interconnect format. Instead of discrete leads, BGAs rely on solder balls on the underside of the package to connect to the PCB. In some advanced designs, solder balls are on both the PCB and the BGA package. In stacked configurations, such as package-on-package (PoP), these solder balls also interconnect multiple packages, enabling higher functionality in a smaller footprint.
Indium to Showcase High-Reliability Solder and Flux-Cored Wire Solutions at SMTA International
10/09/2025 | Indium CorporationAs one of the leading materials providers in the electronics industry, Indium Corporation® will feature its innovative, high-reliability solder and flux-cored wire products at SMTA International (SMTAI), to be held October 19-23 in Rosemont, Illinois.
‘Create your Connections’ – Rehm at productronica 2025 in Munich
10/08/2025 | Rehm Thermal SystemsThe electronics industry is undergoing dynamic transformation: smart production lines, sustainability, artificial intelligence, and sensor technologies dominate current discussions.