















 The Right Approach: The Pros and Cons of PCB Vertical Integration
The Right Approach: The Pros and Cons of PCB Vertical Integration American Made Advocacy: PCBAA’s Fifth Annual Meeting—Growing Membership and Valuable Relationships
American Made Advocacy: PCBAA’s Fifth Annual Meeting—Growing Membership and Valuable Relationships It's Only Common Sense: Why the Best Years of Electronics Are Still Ahead of Us
It's Only Common Sense: Why the Best Years of Electronics Are Still Ahead of Us






Up Close: ICT's Hayling Island, UK Seminar
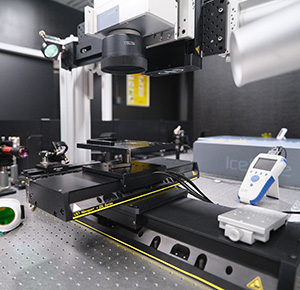
Goodwood, in West Sussex on the south coast of England, is legendary in its association with horse racing, motor racing, and the Rolls Royce factory. Steve Driver, managing director of Spirit Circuits, has become legendary for providing memorable extracurricular experiences for the benefit of delegates to the Institute of Circuit Technology’s (ICT) annual Hayling Island Seminar. This year, his colleague Peter Dobromylski organised a conducted tour of Rolls Royce’s assembly plant to observe first-hand the engineering and quality assurance procedures involved in creating motor vehicles to the ultimate standards of luxury, performance, and reliability. The factory was characterised by calm and purposeful activity--all combining the latest in mechanical and electronic engineering technology with traditional craftsmanship in custom woodwork and leatherwork.
Well-impressed with what they had seen in the assembly area and learned from the knowledgeable engineers who conducted the tour, delegates took a short bus ride to Hayling Island to attend the technical seminar, “Manufactured in the UK.”
The proceedings were introduced by ICT Chairman Professor Martin Goosey, who reported progress on the TSB-funded STOWURC project, which uses crab-shell bioabsorbent to remove trace metals from PCB manufacturing effluent and is now approaching the end of its first year.
Professor Goosey also announced the awards for the “Best Young Person’s Paper” won by Tom Jones, Merlin Circuit Technology, with a report on applications of ultrasonics.
The opening presentation came from Steve Driver, flying the flag for UK manufacturing, reminding the audience that the UK is the eleventh largest manufacturer in the world, and the second largest in the global aerospace industry. The UK had a huge manufacturing heritage, with numerous UK manufacturing industries continuing to thrive. He listed many internationally recognised brand names, in sectors ranging from aerospace and defence, automotive and electronics to plastics, furniture, pharmaceuticals, food, and drink. But heritage and tradition aside, British engineers continued to be globally recognised for their inventions and the quality of their innovation, and those attributes were inherent in a whole new generation of systems and products.
The UK electronics industry was worth £78 billion and employed 850,000 people. The origins of the printed circuit and modern electronics could be traced back to one UK company, Technograph, who developed the ideas of Dr. Paul Eisler, “perhaps the world’s most unsung inventor of the twentieth century.”
Page 1 of 4



